Линия производства стальных колесных дисков
Компания Xiaoya Group предлагает заказчикам комплексные линии и автономные машины для производства стальных колесных дисков. Наше оборудование для производства колесных дисков используется для изготовления стальных колес легковых автомобилей, грузовых автомобилей, автобусов, тракторов, сельскохозяйственных транспортных средств и инженерно-строительных машин. Являясь специалистом в отрасли изготовления оборудования для производства колесных дисков, мы разрабатываем и изготавливаем линии по производству стальных колесных дисков размером от 10 до 54 дюймов.


Преимущества
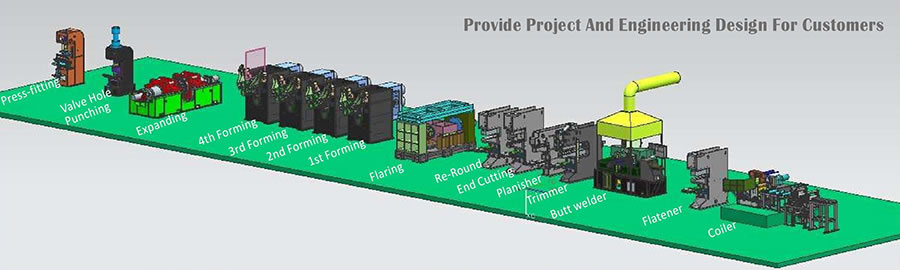
1. Эффективное использование труда и пространства: линии по производству колесных дисков из стали осуществляют все производственные процессы, включая гибку обода, сварку встык, зачистку, развальцовку, профилирование, расширение–калибровку, и имеют компактную эффективную рациональную конструкцию. Это позволяет сэкономить производственную площадь и облегчить доставку оборудования.
2. Высокая степень автоматизации и низкий процент брака: линии по производству колесных дисков из стали Xiaoya используют управляющую систему ПЛК и системы транспортировки с механической рукой, что гарантирует высокий уровень автоматизации, повышает рабочую эффективность, уменьшает трудоемкость и снижает затраты на труд.
Тщательно продуманный дизайн, точное позиционирование и обработка гарантирует высокое качество конечной продукции, изготовленной на линиях по производству колесных дисков. Процент брака не превышает 0.5%.
3. Дистанционное управление и техническое обслуживание: управляющая система ПЛК выполняет быструю передачу данных о ходе производственного процесса, используя технологию дистанционного управления, что делает контроль производственного процесса очень удобным. С помощью подключения к сети Интернет доступно дистанционное техническое обслуживание линий по производству стальных колесных дисков. Это облегчает ежедневное техническое обслуживание и тестирование оборудования.
Основные параметры
Исходя из категорий колесных дисков, диаметра и производственных процессов, мы разрабатываем и изготавливаем линии по производству малых, больших и очень больших колесных дисков. Виды обработки на линиях устанавливаются согласно требованиям заказчика.
1. Линия по производству колесных дисков для пассажирского автомобиля
Для производства колесных дисков пассажирского автомобиля
Диаметр: 12~17 дюймов
Ширина: 3-10 дюймов
Толщина листовой стали: ≤4 мм
2. Линия по производству колесных дисков для грузового автомобиля
Для производства бескамерных колесных дисков грузового автомобиля
Диаметр: 17.5~26 дюймов
Ширина: 5.5-16 дюймов
Толщина листовой стали: ≤8 мм
3. Линия по производству колесных дисков для сельскохозяйственной техники
Для производства колесных дисков для инженерно-строительных машин, сельскохозяйственной техники и тракторов
Диаметр: 20~54 дюймов
Ширина: 7-28 дюймов
Толщина листовой стали: ≤8 мм
Режимы эксплуатации
В соответствии с требованиями заказчиков, компания Xiaoya предлагает полуавтоматические линии по производству стальных колесных дисков и автоматические линии по производству стальных колес. Для эксплуатации первого типа нужно10–12 человек, завершающих загрузку и разгрузку материалов, а также машинные операции. Для эксплуатации автоматической линии нужно всего 3–5 человек, так как подача, разгрузка и другие процессы автоматизированы. Линия использует автоматическую транспортировку материалов.
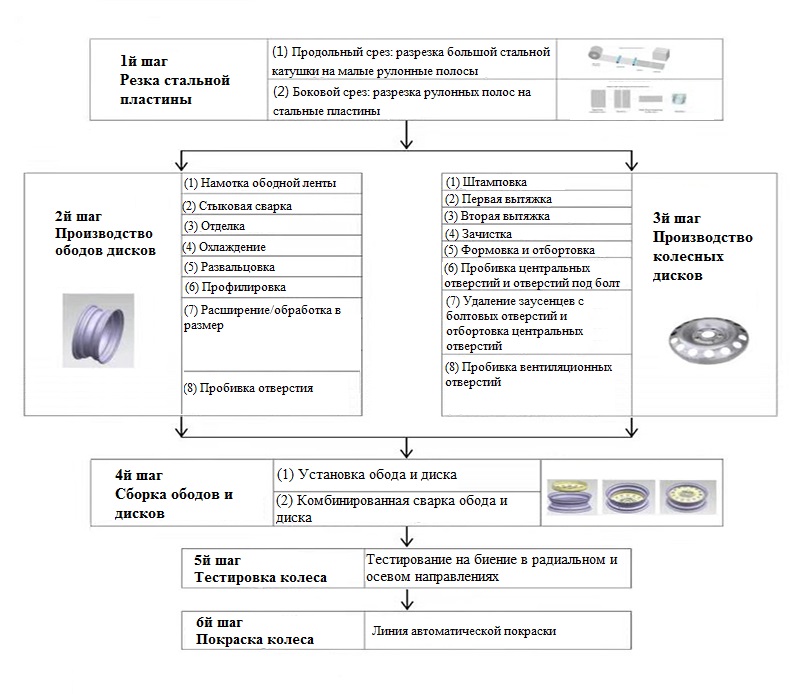
Схема процессов на линиях по производству колесных дисков
Схема процессов на линиях по производству стальных колесных дисков зависит от листовой стали, используемой заказчиком. Эти линии используют листовую сталь, отрезанную на заданную длину поставщиком.
Мы разработаем оптимальную схему расположения производственных процессов и технологий машинной обработки в соответствии с потребностями заказчика. Производственные процессы, осуществляемые на линиях по производству колесных дисков для пассажирских автомобилей, грузовых автомобилей и сельскихозяйственной техники указаны в таблице ниже для ознакомления.
| Номер | Процесс | Изображение обрабатываемой детали |
Пассажирский автомобиль |
Грузовой автомобиль |
Сельскохозяйс- твенная техника |
| 1 | Подача листовой стали |
 |
√ | √ | √ |
| 2 | Удаление заусенцев с обеих сторон |
 |
√ | √ | √ |
| 3 | Ш тамповка маркировки |
 |
√ | √ | √ |
| 4 | Гибка обода |
 |
√ | √ | √ |
| 5 | Уплощение сварного стыка |
 |
Примечание 1, по желанию заказчика | √ | √ |
| 6 | Стыковая сварка оплавлением на переменном токе |
 |
√ | √ | √ |
| 7 | Удаление сварочного шлака |
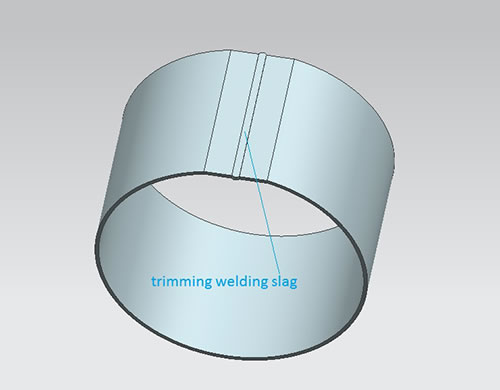 |
√ | √ | √ |
| 8 | Прокатка сварного шва |
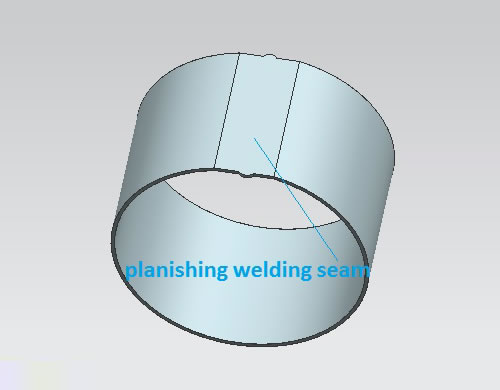 |
√ | √ | √ |
| 9 | Обрезка сварочного шлака с торцов |
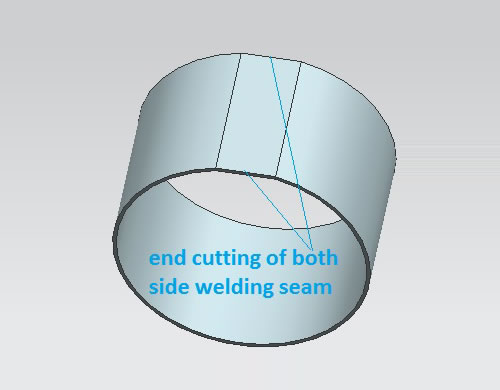 |
√ | √ | √ |
| 10 | Охлаждение |
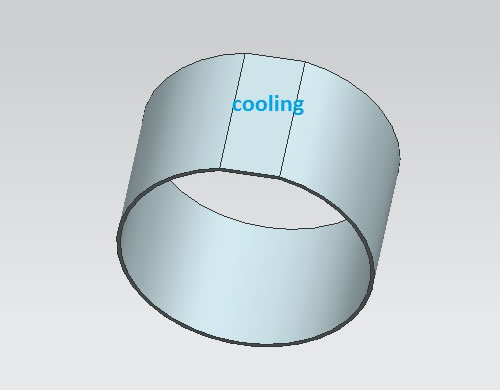 |
√ | √ | √ |
| 11 | Придание цилиндричности |
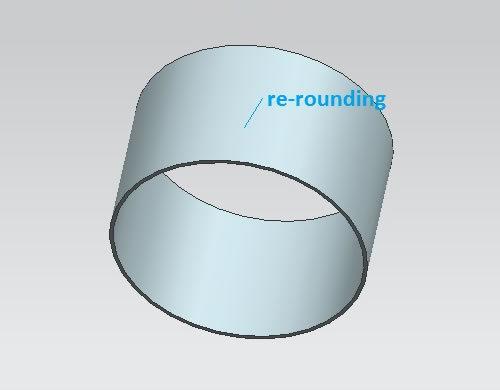 |
√ | √ | √ |
| 12 | Предварительная развальцовка |
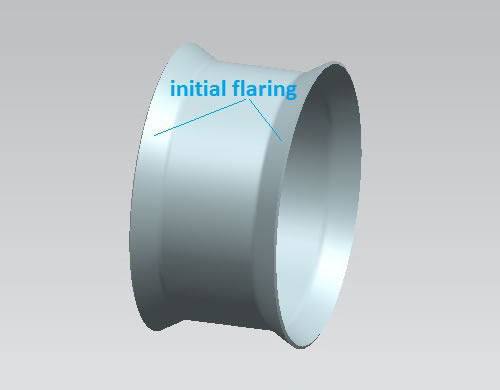 |
√ | √ | √ |
| 13 | 1 -ое профилирование |
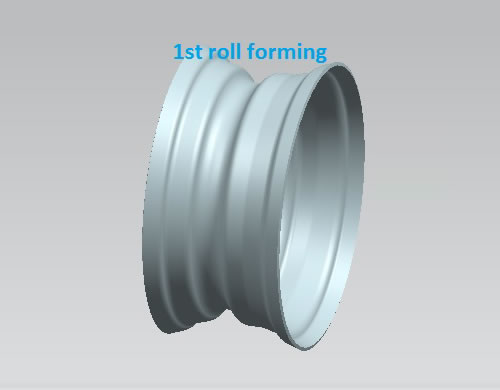 |
√ | √ | √ |
| 14 | 2 -ое профилирование |
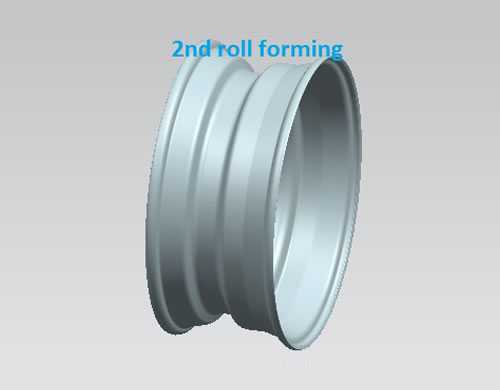 |
√ | √ | √ |
| 15 | 3 -е профилирование |
 |
√ | √ | √ |
| 16 | 4-ое профилирование рисунка, предохраняющего от скольжения |
 |
Примечание 2, нет необходимости | Примечание 2, нет необходимости | √ |
| 17 | Закатка кромок |
 |
Примечание 3, по желанию заказчика | Примечание 3, по желанию заказчика | Примечание 3, по желанию заказчика |
| 18 | Финальное расширение – калибровка |
 |
√ | √ | √ |
| 19 | Пробивание отверстия для вентиля |
 |
√ | √ | √ |
| 20 | Запрессовывание диска в обод |
 |
√ | √ | Примечание 4, нет необходимости |
| 21 | Сварка диска и обода |
 |
√ | √ | Примечание 4, нет необходимости |
| 22 | Соединение диска и обода болтами |
 |
Примечание 4, нет необходимости | Примечание 4, нет необходимости | √ |
**Примечания
#1. Обычно линии для производства колесных дисков для пассажирских автомобилей не нуждаются в узле для уплощения сварных швов. Однако, если оборудование используется для производства колесных дисков для малой строительной техники толщиной более 4мм, оно должно осуществлять процесс раскатки сварного стыка.
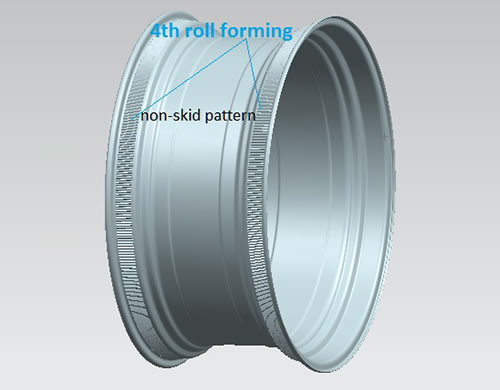
#2. Линии по производству колесных дисков для пассажирских автомобилей и грузовых автомобилей не требуют роликового профилирования листового металла для рисунков протектора, предохраняющего от скольжения и позволяющего увеличить трение между ободом и шиной.
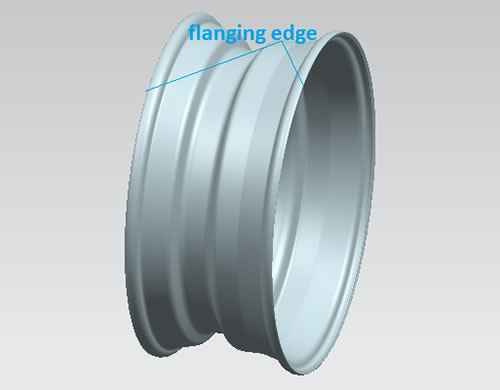
#3. Закатка кромок представляет собой усовершенствованный процесс холодной прокатки, позволяющий получить ровные края колесных дисков без заусенцев. Узел закатки кромок комплектуется по желанию заказчика, основываясь на его требованиях к точности машинной обработки7
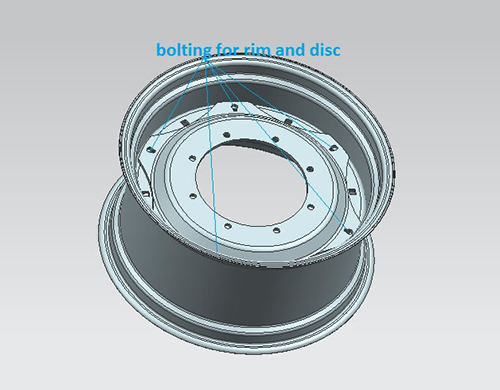
#4. Линии по производству ободов дисков для пассажирских автомобилей и грузовых автомобилей используются для соединения колесных ободов и колесных дисков посредством сварки, а линии по производству ободов дисков для сельскохозяйственной техники используются для соединения колесных ободов и колесных дисков посредством болтов.
Основное производственное оборудование
Наши линии по производству стальных колесных дисков включают различное оборудование для изготовления колес – машины для гибки колесных ободьев, машины для стыковой сварки оплавлением на переменном токе, машины для зачистки, прокатки и обрезки сварных швов, прессы для придания цилиндричности, горизонтальные развальцовочные машины, профилегибочные машины, горизонтальные машины для экспандирования, штамповочные прессы для пробивания отверстий для вентиля, запрессовочные машины, комбинированные сварочные машины, гидравлические системы, системы электроуправления и различную инструментальную оснастку.
Обод – это наиболее важная часть колеса, вот почему производство колесных ободьев играет решающую роль в производстве колес.Линии по производству колесных дисков Xiaoya используются для изготовления колес легковых автомобилей, грузовых автомобилей, автобусов, тракторов, сельскохозяйственных транспортных средств и инженерно-строительных машин. В соответствии с требованиями заказчиков мы разрабатываем и изготавливаем линии по производству стальных колесных дисков размером от 10 до 54 дюймов.
Процессы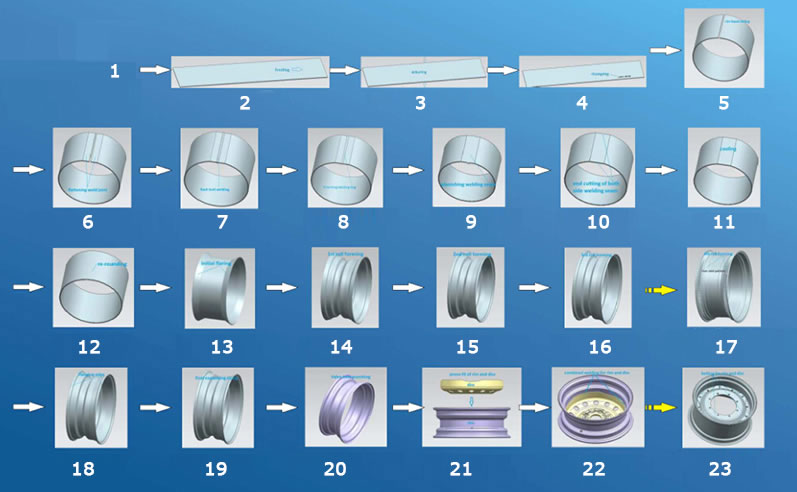
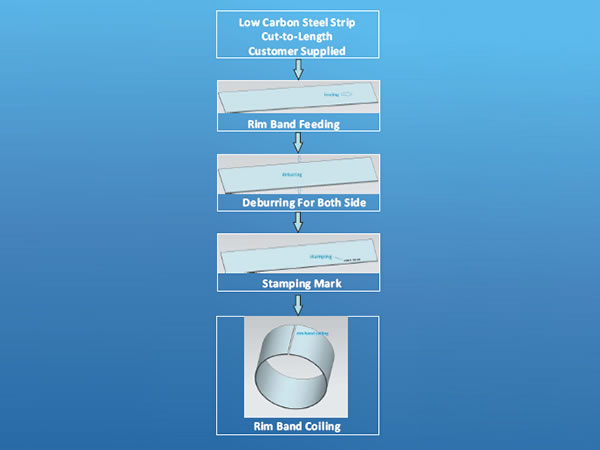
- 1. Лента из низкоуглеродистой стали, разрезанная на заданную длину, предоставляется заказчиком
2. Подача листовой стали
3. Удаление заусенцев с обеих сторон
4. Штамповка маркировки
5. Гибка обечайки
6. Расплющивание сварного стыка
7. Стыковая сварка оплавлением на переменном токе
8. Зачистка сварного шва
9. Прокатка сварного шва
10. Обрезка сварочного шлака с торцов
11. Охлаждение
- 12. Придание цилиндричности
13. Предварительная развальцовка
14. 1-ое профилирование
15. 2-ое профилирование
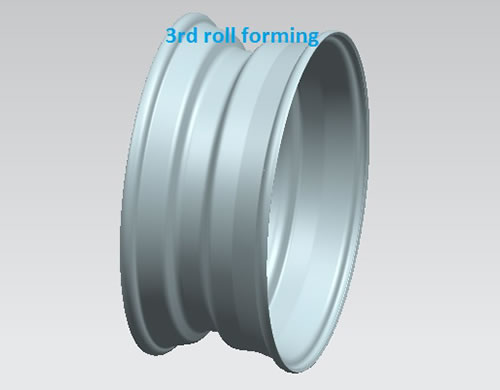
16. 3-е профилирование
17. 4-ое профилирование рисунка, предохраняющего от скольжения
18. Закатка кромок
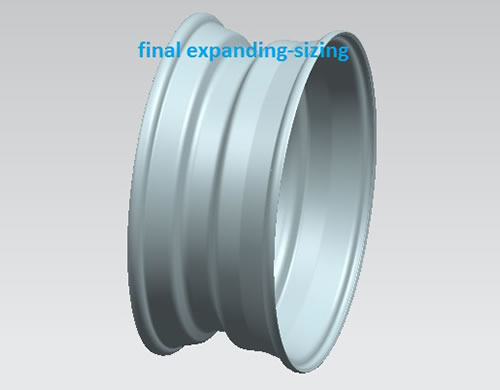
19. Финальное расширение
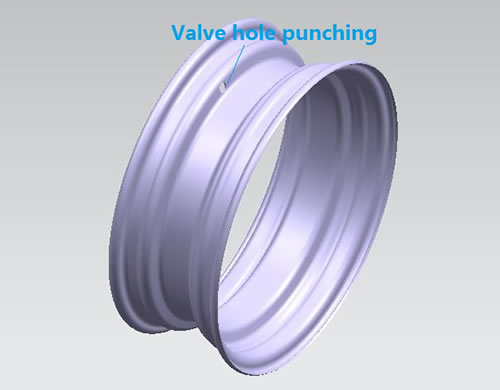
20. Пробивание отверстия для вентиля
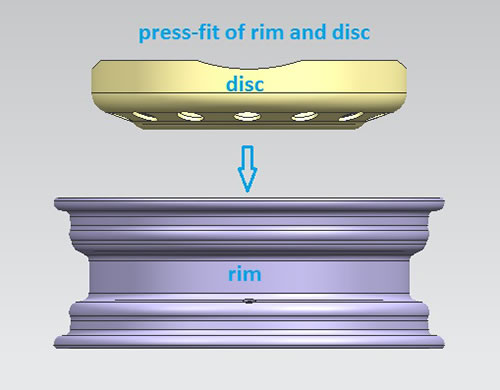
21. Запрессовывание диска в обод
22. Сварка диска и обода
23. Соединение диска и обода болтами

Машины для гибки колесных ободьев – это незаменимое оборудование использующееся перед сваркой колесного обода. Оно осуществляет формование обечайки из плоской стальной заготовки и используется в производстве колес легковых автомобилей, грузовых автомобилей, инженерно-строительных машин, сельскохозяйственных транспортных средств и так далее. Сначала осуществляется подача, удаление заусенцев и штамповка, затем листовая сталь поступает на стадию гибки обечайки.
B. Расплющивание, сварка встык (процессы 6 и 7)
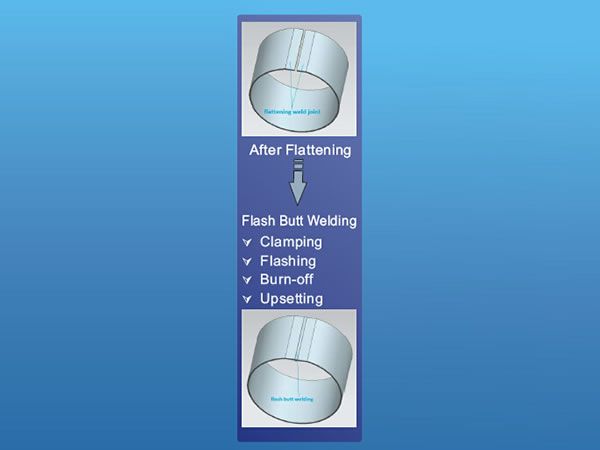
Если толщина сварочного стыка превышает 4мм перед началом стыковой сварки оплавлением необходимо использовать плющильные станки для расплющивания стыка обода.
С. Зачистка, прокатка, обрезка сварочного шлака с торцов (процессы 8-10)
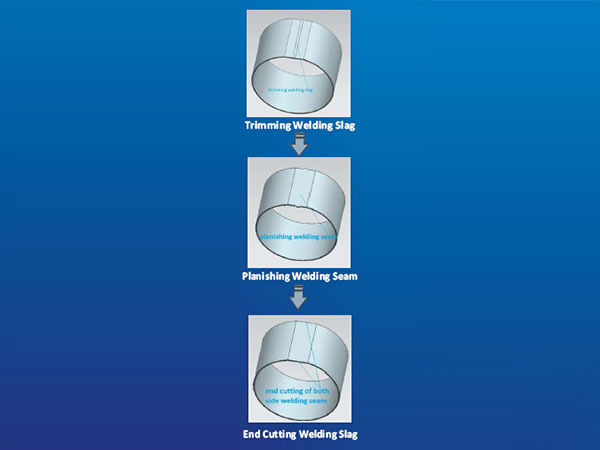
После сварки на внутренней и внешней поверхности сварного шва образуется сварочный шлак. Специальное оборудование – машины для зачистки, прокатки и обрезки сварных швов – используется для зачистки шлака и выравнивания поверхности сварного шва.
D. Развальцовка (процессы 11-13)
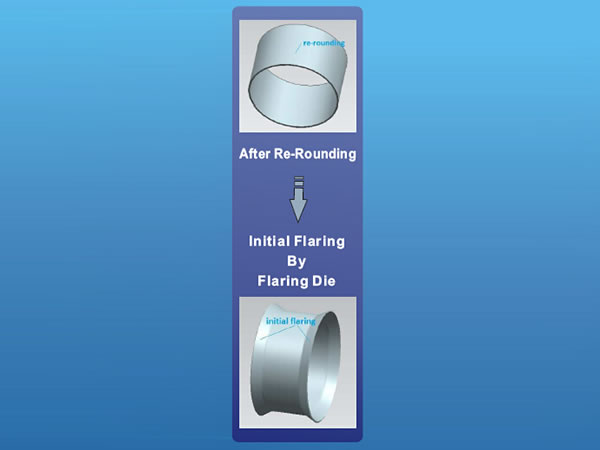
После обработки сварного шва, охлаждения и придания цилиндричности горизонтальные развальцовочные машины осуществляют расширение обечайки на конус с обоих торцов. Это облегчает последующий процесс профилирования.
E. Профилирование (14-17)

Профилегибочные машины используются для симметричного и ассиметричного профилирования колесных ободьев легковых автомобилей, тракторов и инженерно-строительных машин.
Это оборудование используется для проведения с 1 по 4-й этап профилирования. 4-ое профилирование используется для создания рисунка, предохраняющего от скольжения на колесных дисках для тракторов и инженерно-строительных машин.
F. Закатка кромок, расширение (процессы 18-19)
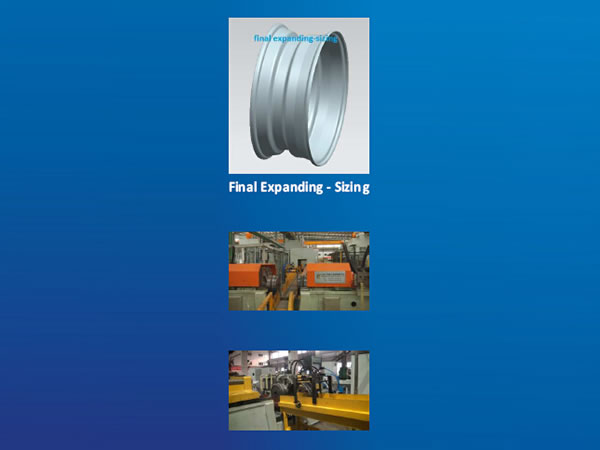
Горизонтальные машины для экспандирования позволяют увеличить размер колесных ободьев после завершения профилирования. Точное расширение и калибровка с использованием специальной инструментальной оснастки дает возможность производить колесные ободья нужного диаметра.
G. Тестирование газонепроницаемости, пробивание отверстий для вентиля (процесс 20)
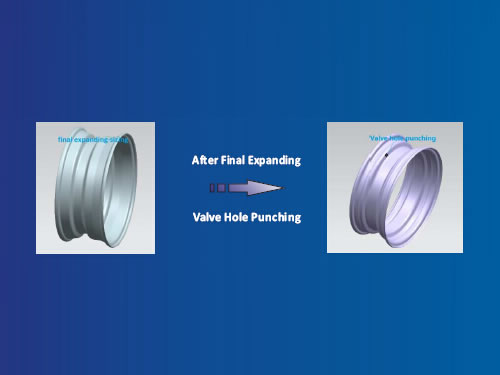
Тестирование газонепроницаемости проводится для гарантии качества сварки и уменьшения утечки воздуха. Пробивание отверстий для вентиля проводится после профилирования, это важный этап в производстве стальных колесных дисков. Для пробивания отверстий для вентиля на рабочей части обода используются соответствующие штампы. Штамповочные прессы для пробивания отверстий для вентиля осуществляют плоское прессование и пробивание отверстий в колесных ободьях для бескамерных шин.
H.Запрессовывание диска в обод, сварка (процессы 21-23)-
Запрессовочные машины

-
Запрессовывание диска в обод
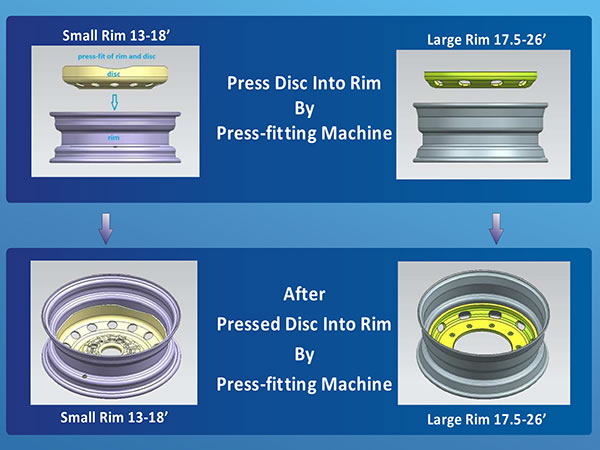
Стальные колеса состоят из обода и диска. Колесо с шиной в сборе формирует воздухонепроницаемый элемент, воспринимающий вес транспортного средства и передающий силу. Колесные диски используются для соединения между ободом и ступицей колеса и передачи мощности от двигателя. Обычно колесные ободья и диски для легковых и грузовых автомобилей соединяются с помощью сварки, а крупные колесные ободья и диски для сельскохозяйственных транспортных средств соединяются с помощью болтов.
Рекомендующие продукцииПроизводство стальных колесных дисков Обработка штампов для стальных колес



