Профилегибочные машины

Профилегибочные машины – это формовочные машины для производства ободьев для колес. Они используются для симметричного и ассиметричного профилирования стальных колесных ободьев. Данное профилегибочное оборудование состоит из главной машины, системы гидравлической передачи, пневматической системы, системы управления ПК и системы смазки.
Обычно линии по производству малых колесных дисков и линии по производству больших колесных дисков выполняют 3 процесса для завершения профилирования колесных ободьев. Для каждого процесса используется одна профилегибочная машина. Линии по производству очень больших колесных дисков завершают профилирование обода в 4 этапа, 4-й этап – это нанесение рисунка, предохраняющего от скольжения.
Изображение процессов для ознакомления
-
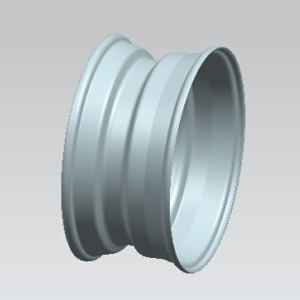
1-й процесс: профилирование
-
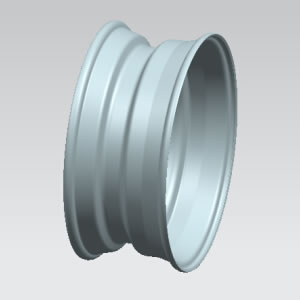
2-й процесс: профилирование

-
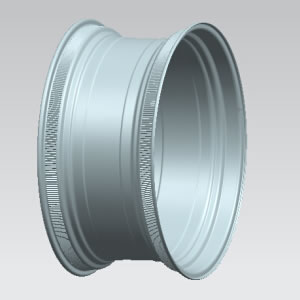
3-й процесс: профилирование
-
4-й процесс: прокатка рисунка, предохраняющего от скольжения
Главные характеристики
1. Удобный демонтаж формообразующих штампов этих профилегибочных машин для колесных ободьев обеспечивает быструю смену оснастки. Процесс замены занимает около 30 минут.
2. Линии по производству малых и больших колесных дисков часто используют 3 профилегибочные машины, оснащенные одним набором механизмов для автоматической загрузки и разгрузки. Эти системы осуществляют 3 операции и используют 4 рабочих позиции, что позволяет сэкономить время и повысить эффективность производства.
3. Раздельная конструкция устройства загрузки и разгрузки позволяет осуществлять ручное и автоматическое управление главным оборудованием.
4. Профильные штампы могут быть симметричными или ассиметричными в зависимости от требований обработки.
5. Верхний и нижний вал используют гидравлический привод. Во время профилирования обода частота вращения верхнего и нижнего роликов регулируется автоматически.
6. Доступна регулировка угла наклона и аксиального направления валов. Это обеспечивает равномерную нагрузку на все части поверхности валов и гарантирует высокую точность обработки.
7. Расстояние между верхним и нижним валом и скорость подачи регулируется.
8. Длина хода боковой направляющей регулируется.
-
Устройство быстрой замены штампов, устанавливаемое по желанию заказчика

-
Механизм автоматической загрузки и разгрузки, осуществляющий 3 операции и имеющий 4 рабочих позиции

| Номер | Наименование | Параметры | |||
| 1 | Модель | ||||
| 2 | Усилие профилирования | 230кН | 400кН | 500кН | |
| 3 | Мощность двигателя гидравлических систем | 62.5кВт | 82.5кВт | 165кВт | |
| 4 | Длина штампа на ведущем валу | 350мм | 670мм | 900мм | |
| 5 | Частота вращения верхнего и нижнего ведущего вала | 220об/мин. | 200об/мин. | 200об/мин. | |
| 6 | Материал и диаметр ведущего вала | 40Cr, 140мм | 40Cr, 200мм | 40Cr, 220мм | |
| 7 | Расстояние между верхним и нижним ведущим валом | 240~380мм | 340~480 | 380~520 | |
| 8 | Ход нижнего ведущего вала | 140мм | 140мм | 140мм | |
| 9 | Диапазон регулировки скорости подачи нижнего ведущего вала | 2~10мм/ с | 2~10мм/ с | 2~10мм/ с | |
| 10 | Регулируемый угол наклона нижнего ведущего вала | -0.35 ° ~0.17 ° | ±0.35° | ±0.35° | |
| 11 | Боковой направляющий валик ( линейный ) | Ход | 100мм | 140мм | 160мм |
| Регулируемая длина хода | 50мм | 50мм | 50мм | ||
| 12 | Макс. диаметр направляющ его валик а | 200мм | 220мм | 240мм | |
| 13 | Номинальное входное напряжение | 380 В | 380 В | 380 В | |
| 14 | Номинальная входная мощность | 62.5кВт | 82.5кВт | 165кВт | |
| 15 | Поперечное сечение шнура питания (медь) | Одножильный 70мм2 (3+2) | Одножильный 90мм2 (3+2) | Одножильный 180мм2 (3+2) | |
| 16 | Расход охлаждающей воды гидравлической системы | 2000л/ч | 3000л/ч | 4000л/ч | |
Модель: GX-23/300
Усилие профилирования: 230кН
Мощность двигателя гидравлических систем: 62.5кВт
Длина штампа на ведущем валу: 350мм
Частота вращения верхнего и нижнего ведущего вала: 220об/мин.
Материал и диаметр ведущего вала: 40Cr, 140мм
Расстояние между верхним и нижним ведущим валом: 240~380мм
Ход нижнего ведущего вала: 140мм
Диапазон регулировки скорости подачи нижнего ведущего вала: 2~10мм/ с
Регулируемый угол наклона нижнего ведущего вала: -0.35 ° ~0.17 °
Боковой направляющий валик ( линейный ) Ход: 100мм (50мм Регулируемая длина хода)
Макс. диаметр направляющ его валик а: 200мм
Номинальное входное напряжение: 380 В
Номинальная входная мощность: 62.5кВт
Поперечное сечение шнура питания (медь): Одножильный 70мм2 (3+2)
Расход охлаждающей воды гидравлической системы: 2000л/ч
Модель: GX-45/600
Усилие профилирования: 400кН
Мощность двигателя гидравлических систем: 82.5кВт
Длина штампа на ведущем валу: 670мм
Частота вращения верхнего и нижнего ведущего вала: 200об/мин.
Материал и диаметр ведущего вала: 40Cr, 200мм
Расстояние между верхним и нижним ведущим валом: 340~480
Ход нижнего ведущего вала: 140мм
Диапазон регулировки скорости подачи нижнего ведущего вала: 2~10мм/ с
Регулируемый угол наклона нижнего ведущего вала: ±0.35°
Боковой направляющий валик ( линейный ) Ход: 140мм (50мм Регулируемая длина хода)
Макс. диаметр направляющ его валик а: 220мм
Номинальное входное напряжение: 380 В
Номинальная входная мощность: 82.5кВт
Поперечное сечение шнура питания (медь): Одножильный 90мм2 (3+2)
Расход охлаждающей воды гидравлической системы: 3000л/ч
Модель: GX-48/800
Усилие профилирования: 500кН
Мощность двигателя гидравлических систем: 165кВт
Длина штампа на ведущем валу: 900мм
Частота вращения верхнего и нижнего ведущего вала: 200об/мин.
Материал и диаметр ведущего вала: 40Cr, 220мм
Расстояние между верхним и нижним ведущим валом: 380~520
Ход нижнего ведущего вала: 140мм
Диапазон регулировки скорости подачи нижнего ведущего вала: 2~10мм/ с
Регулируемый угол наклона нижнего ведущего вала: ±0.35°
Боковой направляющий валик ( линейный ) Ход: 160мм (50мм Регулируемая длина хода)
Макс. диаметр направляющ его валик а: 240мм
Номинальное входное напряжение: 380 В
Номинальная входная мощность: 165кВт
Поперечное сечение шнура питания (медь): Одножильный 180мм2 (3+2)
Расход охлаждающей воды гидравлической системы: 4000л/ч



